







佛山大型模具激光表面氮化
廣州泰格激光技術有限公司
經營模式:生產加工
地址:廣州市黃埔區創業路16號中航C座二層
主營:激光淬火加工,激光熔覆加工,激光淬火設備,激光熔覆設備
業務熱線:020-82369849
QQ:2725080801
產品詳情 聯系方式







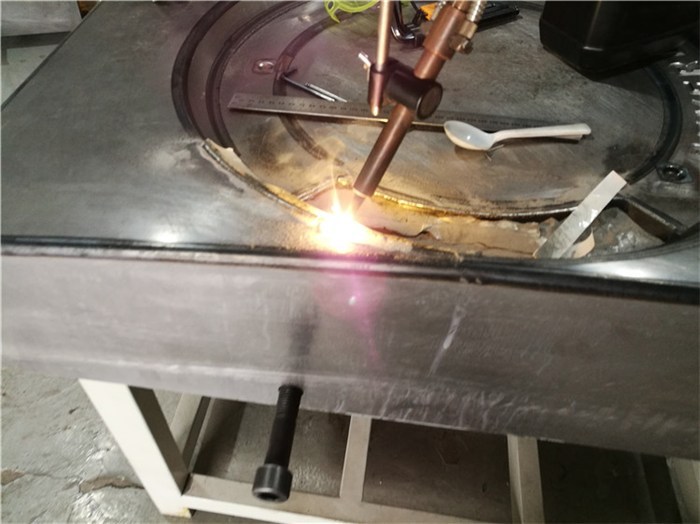
泰格激光技術——大型模具激光表面氮化
防范措施:
(1)嚴苛原料進庫查驗,對危害殘渣成分超標準不銹鋼板材不建成投產;
(2)盡可能采用真空泵冶煉廠、爐外精練或電渣重熔模具鋼材;
(3)改善熱處理方法,選用真空泵生產加工熱、維護氛圍加溫和充足脫氨鹽浴爐加溫及剖析淬火、等溫淬火;
(4)變心淬火為有意淬火即不徹底淬透,大型模具激光表面氮化,得到 強延展性高的下馬氏體機構等對策,大幅度減少拉應力,能合理防止磨具縱向裂開和淬火崎變。大型模具激光表面氮化
泰格激光技術——大型模具激光表面氮化
預防措施:
(1)應使模具鋼化學滲層濃度與硬度由表至內平緩降低,增強滲層與基體結合力,滲后進行擴散處理能使化學滲層與基體過渡均勻;
(2)模具鋼化學處理之前進行擴散退火、球化退火、調質處理,充分細化原始組織,能有效防止和避免剝離裂紋產生,確保產品質量。大型模具激光表面氮化
1)嚴格控制模具原材料的內在質量
2)改進鍛造和球化退火工藝,消除網狀、帶狀、鏈狀碳化物,改善球化組織的均 勻性。
3)在機械加工后或冷塑變形后的模具應進行去應力退火(>600℃)后再進行加熱 淬火。大型模具激光表面氮化
4)對形狀復雜的模具應采用石棉堵塞螺紋孔,包扎危險截面和薄壁處,并采用分 級淬火或等溫淬火。
5)返修或翻新模具時需進行退火或高溫回火。
6)模具在淬火加熱時應采取預熱,冷卻時采取預冷措施,并選擇合適淬火介質。大型模具激光表面氮化
泰格激光技術——大型模具激光表面氮化
5)維修或翻修磨具時要開展淬火或高溫回火。
6)磨具在淬火加溫時要采用加熱,冷卻時采用急冷對策,并挑選適合淬火介質。
7)應嚴控淬火加溫溫度和時間,避免 磨具超溫和粗晶。
8)磨具淬火后應立即回火,隔熱保溫時間要充足,高鋁合金繁雜磨具應回火2-3次。
9)挑選恰當的切削加工工藝和適合的沙輪片。
10)改善磨具電火花線切割加工工藝,并開展去地應力回火。大型模具激光表面氮化
佛山大型模具激光表面氮化由廣州泰格激光技術有限公司提供。廣州泰格激光技術有限公司有實力,信譽好,在廣東 廣州 的機械加工等行業積累了大批忠誠的客戶。公司精益求精的工作態度和不斷的完善創新理念將促進泰格激光技術和您攜手步入輝煌,共創美好未來!

張先生先生
手機:18925080801


